Gießerei
04.02.2016, 21:19
Hallo,
ich habe da ein Stück welches ich nicht im Formsand gießen kann weil es zu filigran ist und unterschneidungen hat. Da kommt ja dann wohl nur ein Schleudergussverfahren in frage. Jetzt habe ich die einmalige Chance mir von einem Fachmann Wachsmodelle anfertigen zu lassen um diese dann in eine Giesserei zu geben. Hat da vielleicht jemand eine preis/leistungsverhältnis passende Adresse ?
Es soll eine Stückzahl von 20 Stücken in Silber gegossen werden.
Hoffe das ich die Frage in die richtige Rubrik gesetzt haben.
ich habe da ein Stück welches ich nicht im Formsand gießen kann weil es zu filigran ist und unterschneidungen hat. Da kommt ja dann wohl nur ein Schleudergussverfahren in frage. Jetzt habe ich die einmalige Chance mir von einem Fachmann Wachsmodelle anfertigen zu lassen um diese dann in eine Giesserei zu geben. Hat da vielleicht jemand eine preis/leistungsverhältnis passende Adresse ?
Es soll eine Stückzahl von 20 Stücken in Silber gegossen werden.
Hoffe das ich die Frage in die richtige Rubrik gesetzt haben.
04.02.2016, 21:19
Re: Gießerei
04.02.2016, 22:28
Kann denn der "Fachmann" da nicht helfen?
Ich verstehe auch nicht, sind das alles unterschiedliche Teile oder gibt es eine Gummiform eines einzelnen Modells, das nur verfielfältigt wird?
Große Preisunterschiede wird es da unter verschiedenen Lohngießereien wohl nicht geben.
Die Beschaffenheit des Gussteils sowie das gewählte Gussmetall spielen bei der Preisgestaltung natürlich auch eine Rolle.
Privatleute werden aber unter Umständen nicht von jeder Firma beliefert.
Ich verstehe auch nicht, sind das alles unterschiedliche Teile oder gibt es eine Gummiform eines einzelnen Modells, das nur verfielfältigt wird?
Große Preisunterschiede wird es da unter verschiedenen Lohngießereien wohl nicht geben.
Die Beschaffenheit des Gussteils sowie das gewählte Gussmetall spielen bei der Preisgestaltung natürlich auch eine Rolle.
Privatleute werden aber unter Umständen nicht von jeder Firma beliefert.
Re: Gießerei
04.02.2016, 22:43
Hallo heliodor,
nein, es handelt sich um 1 Gussteil. Ich habe es jetzt mehrfach versucht es selber zu gießen aber ich bekomme es schon nicht ohne Probleme aus dem Formsand gehoben. Daher ist es auch für mich nicht möglich das Stück ordentlich zu gießen.
Ich habe mal eine Datei angehängt..vielleicht hilft das etwas mein Problem besser zu verstehen. Das Bild zeigt meinen Anhänger in Gold. Habe diesen Anhänger aber auch in Silber ohne Kette mit dem ich die Versuche durchgeführt hatte.
nein, es handelt sich um 1 Gussteil. Ich habe es jetzt mehrfach versucht es selber zu gießen aber ich bekomme es schon nicht ohne Probleme aus dem Formsand gehoben. Daher ist es auch für mich nicht möglich das Stück ordentlich zu gießen.
Ich habe mal eine Datei angehängt..vielleicht hilft das etwas mein Problem besser zu verstehen. Das Bild zeigt meinen Anhänger in Gold. Habe diesen Anhänger aber auch in Silber ohne Kette mit dem ich die Versuche durchgeführt hatte.
- Dateianhänge
-
-
Re: Gießerei
04.02.2016, 23:34
Ich finde schon das diese Form in Formsand gut funktionieren sollte. Ich würde einen Abdruck machen, dann vorsichtig rausheben, dann mit viel Talkumpuder oder Graphitpuder die Formflächen einpudern, das Modell wieder einlegen die Form schließen und noch einmal verdichten. Nach dem Öffnen der Form das Modell leicht drückend bewegen, dann sollte es leicht aus der Form fallen ohne Knetsand mit zu nehmen. Verwende Quick-Cast Knetsand, der ist elastischer und bröselt nicht so.
Abgesehen davon ist natürlich das Wachsausschmelzverfahren mit Gummispritzformen viel präziser.
Abgesehen davon ist natürlich das Wachsausschmelzverfahren mit Gummispritzformen viel präziser.
Re: Gießerei
05.02.2016, 08:33
Hallo Biber
Hallo Biber
Ein Bekannten von mir tüftele nebenher an einem Schleudergussverfahren für Sandguss, erste Tests waren schon recht vielversprechend sind aber noch verbesserungswürdig. Das Prinzip ist so ähnlich wie beim "Milchkannenschleudern" vielleicht kennt das noch jemand.
Hab mal eine Prinzipzeichnung ein gestellt.
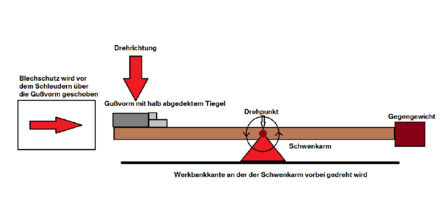
Nachbau natürlich auf eigene Gefahr.
Die Gussform ist mit dem Schwenkarm natürlich verbungen und fällt beim Schleudern nicht runter
Hauptproblem ist im Moment das das Flüssige Gussgut so schnell in die Form Schießt das die Luft scheinbar nicht schnell genug aus der Form entweichen kann. Vielleicht kann da ein kleiner Puffer am Ende der Gussform schon helfen. Nach dem Gießen kann man den ja wieder vom Anhänger ab schneiden.
Da ich selber an anderen Projekten Arbeite bin ich in dem Thema leider nicht so drin. Sollte die Vorrichtung aber auf interesse stoßen kann ich gerne mal schauen ob ich mehr infos bekomme.
Hallo Biber
Ein Bekannten von mir tüftele nebenher an einem Schleudergussverfahren für Sandguss, erste Tests waren schon recht vielversprechend sind aber noch verbesserungswürdig. Das Prinzip ist so ähnlich wie beim "Milchkannenschleudern" vielleicht kennt das noch jemand.
Hab mal eine Prinzipzeichnung ein gestellt.
Nachbau natürlich auf eigene Gefahr.
Die Gussform ist mit dem Schwenkarm natürlich verbungen und fällt beim Schleudern nicht runter
Hauptproblem ist im Moment das das Flüssige Gussgut so schnell in die Form Schießt das die Luft scheinbar nicht schnell genug aus der Form entweichen kann. Vielleicht kann da ein kleiner Puffer am Ende der Gussform schon helfen. Nach dem Gießen kann man den ja wieder vom Anhänger ab schneiden.
Da ich selber an anderen Projekten Arbeite bin ich in dem Thema leider nicht so drin. Sollte die Vorrichtung aber auf interesse stoßen kann ich gerne mal schauen ob ich mehr infos bekomme.
Re: Gießerei
05.02.2016, 08:48
Aus was soll die Gussform bestehen?
Für Sandguss genügt eine Fallhöhe von wenigen Zentimetern um die Form zu füllen und die Luft zu verpressen.
Für das Wachsausschmelzverfahren in Krisobaliteinbettmassen ist das vollständige ausbrennen entscheidend. Ist die Form vollständig ausgebrannt und durchgehend weiss, weil dann auch der Ruß verbrannt ist, dann benötigt man beim Schleuderguss ebenfalls keine Sacklöcher oder Entlüftungen m die Form zu füllen. Sie ist durchlässig genug. Andernfalls wird der Ruß, der die Poren wie Fett verstopft, explosionsartig durch die Hitze des Metalls zu Gas und im besten Fall die Schmelze am füllen hindern im schlimmsten Fall wieder aus der Form schleudern.
Für Sandguss genügt eine Fallhöhe von wenigen Zentimetern um die Form zu füllen und die Luft zu verpressen.
Für das Wachsausschmelzverfahren in Krisobaliteinbettmassen ist das vollständige ausbrennen entscheidend. Ist die Form vollständig ausgebrannt und durchgehend weiss, weil dann auch der Ruß verbrannt ist, dann benötigt man beim Schleuderguss ebenfalls keine Sacklöcher oder Entlüftungen m die Form zu füllen. Sie ist durchlässig genug. Andernfalls wird der Ruß, der die Poren wie Fett verstopft, explosionsartig durch die Hitze des Metalls zu Gas und im besten Fall die Schmelze am füllen hindern im schlimmsten Fall wieder aus der Form schleudern.
Re: Gießerei
05.02.2016, 08:52
Es kann auch sein das der Arm nicht schnell genug beschleunigt und das Metall schon beim zu langsamen eingiessen erkaltet, oder nicht heiss genug ist. Fehlerquellen gibt es viele.
Re: Gießerei
05.02.2016, 09:09
Natürlich gibt es bei so einem Verfahren eine Menge Fehlerquellen. die Temperatur würde ich allerdings ausschließen. Die Gussform wird immer vollständig ausgefüllt und auch die feinste Struktur, z.b. bei einer sehr feinen Schnitzerei, wird wieder gegeben. Auch die Materealstärken könnten sehr weit zurück genommen werden. Ringschienen um die 1,5 mm - 2 mm Durchmesser sind kein Problem. Und das bei einem sehr kleinen Einfüllkanal.
Die Teile die ich gesehen habe waren auch überwiegend sehr gut. Bei manchen zeigten sich aber regelrecht Lufteinschlüsse im Guss. Und die meisten der Einschlüsse waren genau gegenüber dem Einfüllkanal. So als ob die Fliehkraft die Luft am äußersten Punkt hält und die Gussmasse die Luft Komprimiert.
Aber wie gesagt meine Prio liegt jetzt nicht beim Gießen, aber wenn ich helfen kann und das Thema interessiert, dann gerne.
Die Teile die ich gesehen habe waren auch überwiegend sehr gut. Bei manchen zeigten sich aber regelrecht Lufteinschlüsse im Guss. Und die meisten der Einschlüsse waren genau gegenüber dem Einfüllkanal. So als ob die Fliehkraft die Luft am äußersten Punkt hält und die Gussmasse die Luft Komprimiert.
Aber wie gesagt meine Prio liegt jetzt nicht beim Gießen, aber wenn ich helfen kann und das Thema interessiert, dann gerne.
Re: Gießerei
05.02.2016, 09:18
Heinrich Butschal hat geschrieben:der Ruß, der die Poren wie Fett verstopft, explosionsartig durch die Hitze des Metalls zu Gas
Russ wird zu Gas, könnte natürlich auch eine Möglichkeit für die Poren im Gussteil sein.
Die Form ist übrigens eine ganz normale Sandgussform
Non Ferrum hat geschrieben:Schleudergussverfahren für Sandguss
Re: Gießerei
05.02.2016, 09:20
Luft lässt sich in den Guss eigentlich nicht einpressen. Hohlräume im Guss entstehen durch (Schrumpf-) Lunker oder (im flüssigen Metall gelöste) Gasporen.
Um das zu beurteilen und bei der Fehlerbeseitigung zu helfen müsste man Fotos der Güsse und der Hohlräume sehen.
Um das zu beurteilen und bei der Fehlerbeseitigung zu helfen müsste man Fotos der Güsse und der Hohlräume sehen.
Bei iphpbb3.com bekommen Sie ein kostenloses Forum mit vielen tollen Extras
Impressum | Datenschutz